Products 製品情報
面取りシリーズ

面取りカッターモジュラータイプ Chamfering Cutter
モジュラータイプ!
用途に応じて角度15°~75°が選べます(5°きざみ)。
チップの種類が豊富で、多様なワーク材の加工に適応します。
2枚刃 特定代理店在庫商品
カタログダウンロード仕様/動画
型番/価格
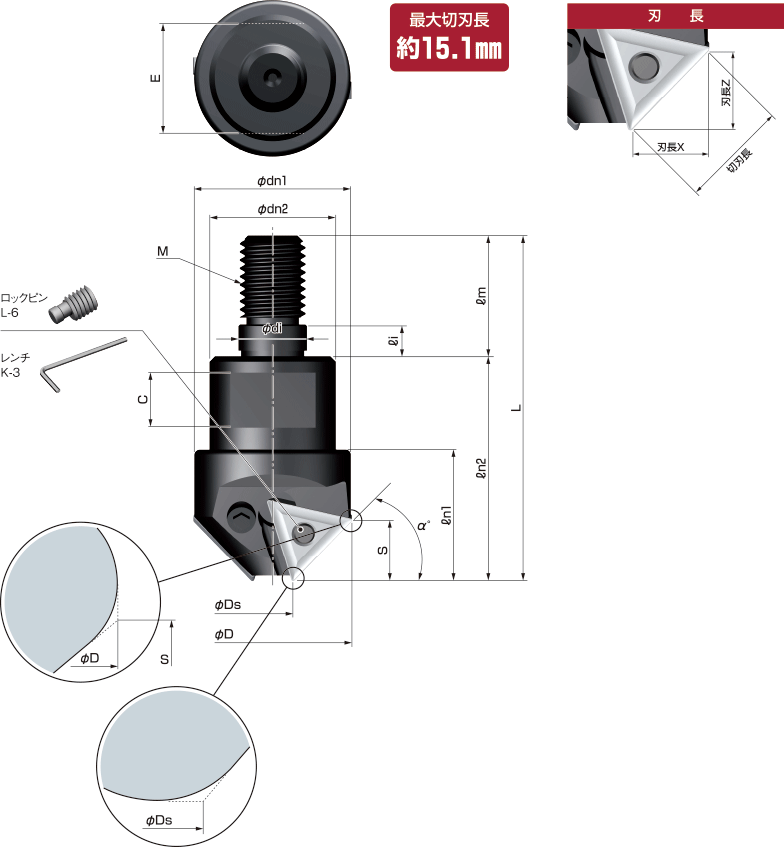
本体
| 図 | 型番 Model. No |
刃数 | 最大切刃長 | 能力 皿面取り加工 |
寸法 Dimensions (mm) | α° | 価格(円) | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| φD | φDs | φdn1 | φdn2 | φdi | M | L | ℓn1 | ℓn2 | ℓm | ℓi | S | C | E | 刃長 X | 刃長 Z | |||||||
|
NK1536T-MD | 2 | 約15.1㎜ | φ8.1〜37.3㎜ | 37.9 | 8 | 37.8 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 4.0 | 10 | 17 | 14.5 | 3.9 | 15° | オープン |
|
NK2035T-MD | 2 | 約15.1㎜ | φ8.2〜36.5㎜ | 37.1 | 8 | 36.8 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 5.3 | 10 | 17 | 14.0 | 5.1 | 20° | オープン |
|
NK2535T-MD | 2 | 約15.1㎜ | φ8.2〜35.5㎜ | 36.0 | 8 | 35.6 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 6.5 | 10 | 17 | 13.5 | 6.3 | 25° | オープン |
|
NK3030T-MD | 2 | 約15.1㎜ | φ8.2〜34.3㎜ | 34.8 | 8 | 34.1 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 7.7 | 10 | 17 | 13.0 | 7.5 | 30° | オープン |
|
NK3532T-MD | 2 | 約15.1㎜ | φ8.2〜32.9㎜ | 33.3 | 8 | 32.5 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 8.9 | 10 | 17 | 12.3 | 8.6 | 35° | オープン |
|
NK4031T-MD | 2 | 約15.1㎜ | φ8.2〜31.4㎜ | 31.7 | 8 | 30.6 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 9.9 | 10 | 17 | 11.4 | 9.6 | 40° | オープン |
|
NK4530T-MD | 2 | 約15.1㎜ | φ8.3〜29.6㎜ | 29.9 | 8 | 28.5 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 10.9 | 10 | 17 | 10.6 | 10.6 | 45° | オープン |
|
NK5031T-MD | 2 | 約15.1㎜ | φ12.3〜31.6㎜ | 31.9 | 12 | 30.6 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 11.8 | 10 | 17 | 9.6 | 11.4 | 50° | オープン |
|
NK5532T-MD | 2 | 約15.1㎜ | φ15.3〜32.5㎜ | 32.7 | 15 | 31.4 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 12.7 | 10 | 17 | 8.6 | 12.3 | 55° | オープン |
|
NK6030T-MD | 2 | 約15.1㎜ | φ15.3〜30.3㎜ | 30.5 | 15 | 28.9 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 13.4 | 10 | 17 | 7.5 | 13.0 | 60° | オープン |
|
NK6533T-MD | 2 | 約15.1㎜ | φ20.2〜33㎜ | 33.1 | 20 | 31.7 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 14.0 | 10 | 17 | 6.3 | 13.5 | 65° | オープン |
|
NK7032T-MD | 2 | 約15.1㎜ | φ22.2〜32.5㎜ | 32.6 | 22 | 31.2 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 14.5 | 10 | 17 | 5.1 | 14.0 | 70° | オープン |
|
NK7533T-MD | 2 | 約15.1㎜ | φ25.2〜33㎜ | 33.0 | 25 | 31.6 | 23 | 12.5 | M12 | 63 | 24 | 41 | 22 | 5.5 | 15.0 | 10 | 17 | 3.9 | 14.5 | 75° | オープン |
※チップは標準装備しておりませんので別途ご用命下さい。
※ロックピン・レンチは標準装備しております。
※価格(円)= 希望小売価格(円)
切削条件/推奨チップ
-

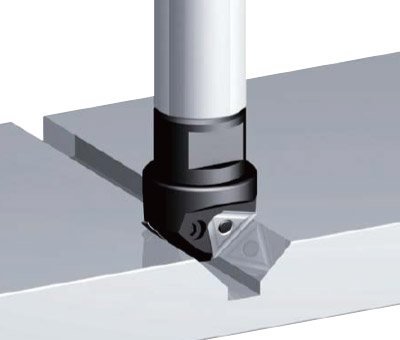
面取り加工
-

穴の面取り加工
-
面取り加工
切削条件
面取り加工(T32MOR)
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.08〜0.2 | 0.08〜0.2 | 0.08〜0.2 | − | 0.08〜0.2 | 0.08〜0.2 | − | − | − |
| 切削速度(m/min) | 200〜250 | 200〜250 | 200〜250 | − | 100〜200 | 200〜250 | − | − | − |
| 目安回転数(r.p.m.) | 3,000 | 3,000 | 3,000 | − | 2,000 | 2,000 | − | − | − |
| クーラント | なし | なし | あり | − | あり | なし | − | − | − |
| 第一推奨チップ | T32MOR NK2001 |
T32MOR NK2001 |
T32MOR AC16N |
− | T32MOR AC16N |
T32MOR AC16N |
− | − | − |
面取り加工(TT32GUR・TT32GURF)
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.08〜0.2 | 0.08〜0.2 | 0.08〜0.2 | − | 0.08〜0.2 | 0.08〜0.2 | 0.08〜0.3 | 0.08〜0.3 | 0.08〜0.2 |
| 切削速度(m/min) | 200〜250 | 200〜250 | 200〜250 | − | 100〜200 | 200〜250 | 250〜800 | 250〜800 | 150〜200 |
| 目安回転数(r.p.m.) | 3,000 | 3,000 | 3,000 | − | 2,000 | 2,000 | 5,000 | 5,000 | 2,000 |
| クーラント | なし | なし | なし | − | − | − | − | − | − |
| 第一推奨チップ | TT32GUR NK2001 |
TT32GUR NK2001 |
TT32GUR AC15N |
− | TT32GUR AC15N |
TT32GUR AC15N |
TT32GUR NK1010 |
TT32GUR NK1010 |
TT32GURF TC16N |
面取り加工(TNEA160304)
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | − | − | − | 0.08〜0.2 | − | − | − | − | − |
| 切削速度(m/min) | − | − | − | 150〜200 | − | − | − | − | − |
| 目安回転数(r.p.m.) | − | − | − | 2,000 | − | − | − | − | − |
| クーラント | − | − | − | − | − | − | − | − | − |
| 第一推奨チップ | − | − | − | TNEA16304 TC16N |
− | − | − | − | − |
※ワーク形状、クランプ状態、面取り量の大小、切刃位置により条件を調節して下さい。
面取り量が大きい時はなるべく条件を下げて加工して下さい。
※穴面取り加工時は条件を1/3程度に下げて加工して下さい。
加工実例

チップ詳細
| 図 | 型番 | 材質型番 | 使用コーナー数 | 単価(円) | 1ケース価格(円) | 1ケース入数 |
|---|---|---|---|---|---|---|
 |
T32MOR | NK2001 | 6 | 970 | 11,640 | 12個 |
 |
T32MOR | NK1010 | 6 | 970 | 11,640 | 12個 |
 |
T32MOR | NK2020 | 6 | 970 | 11,640 | 12個 |
 |
T32MOR | NK3030 | 6 | 1,840 | 22,080 | 12個 |
 |
T32MOR | AC16N | 6 | 2,250 | 27,000 | 12個 |
 |
TT32GUR | NK2001 | 2 | 2,050 | 24,600 | 12個 |
 |
TT32GUR | NK1010 | 2 | 2,050 | 24,600 | 12個 |
 |
TT32GUR | NK2020 | 2 | 2,050 | 24,600 | 12個 |
 |
TT32GUR | NK3030 | 2 | 2,670 | 32,040 | 12個 |
 |
TT32GUR | NK5050 | 2 | 2,670 | 32,040 | 12個 |
 |
TT32GUR | NK8080 | 2 | 2,950 | 35,400 | 12個 |
 |
TT32GUR | AC15N | 2 | 3,070 | 36,840 | 12個 |
 |
TT32GUR | HSS | 2 | 2,500 | 30,000 | 12個 |
 |
TT32GUR | HSS TiN | 2 | 3,500 | 42,000 | 12個 |
 |
TT32GURF | TC16N | 2 | 3,580 | 42,960 | 12個 |
 |
TNEA160304 | TC16N | 6 | 3,430 | 41,160 | 12個 |
※単価(円)・価格(円)=希望小売価格(円)
※T32MOR:TT32GURに比べてブレーカ溝が浅いので硬い材質・サクい材質に適しています。
※TT32GUR:チップに施されているブレーカにより2次カエリおよびビビリが生じません。
※TNEA160304:焼き入れ熱処理材を切削の際は切削抵抗が大きい為、面取り量C3までになります。
チップ取付けの際、偏心ロック方式の為、逆ジメによる精度不良、チップ破損につながる事があります。
チップ交換の際、必ず逆ジメがないか確認して下さい。