Products 製品情報
面取りシリーズ

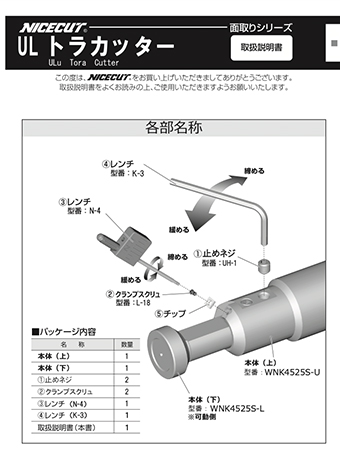
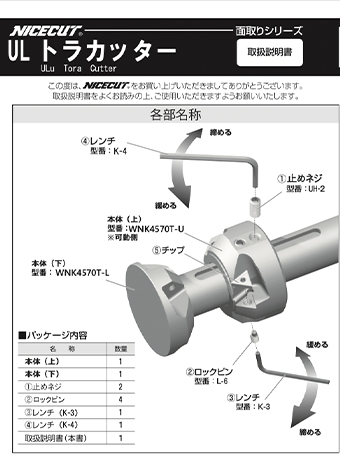
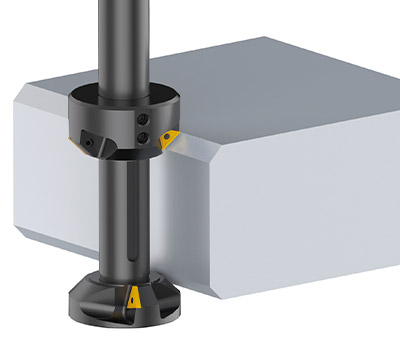
ULトラカッター Ultra cutter
上下同時!
ワーク材の上下面の角を同時に面取りすることができます。
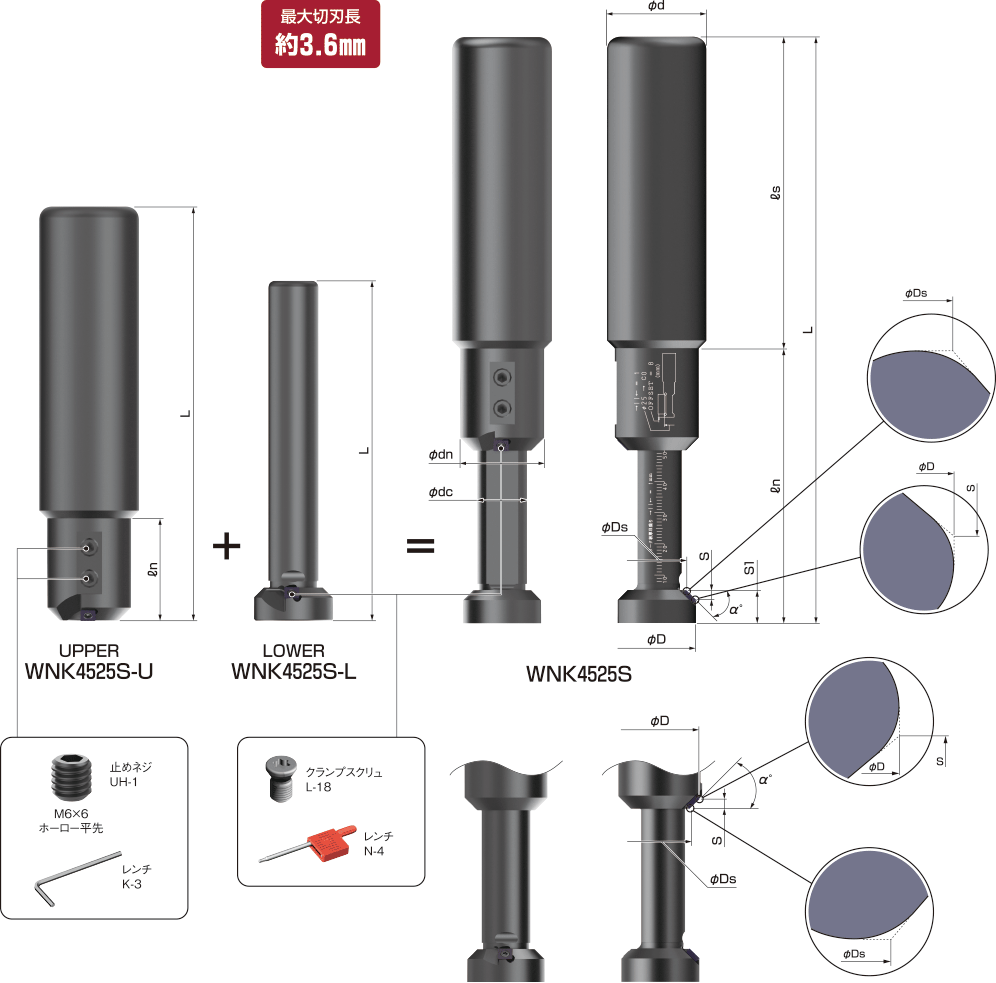
ワーク板厚基準スケールで面取り量の設定が簡単にできます。
AC16N材質では超微粒子超硬に新コーティングを施すことにより長寿命を実現。
千鳥2枚刃 千鳥4枚刃
カタログダウンロード仕様/動画
千鳥2枚刃
千鳥4枚刃
動画(千鳥2枚刃)
動画(千鳥4枚刃)
型番/価格
本体(千鳥2枚刃)
| 図 | 型番 Model. No |
刃数 | 最大切刃長 | 面取り能力 | 加工可能板厚 | 寸法 Dimensions (mm) | α° | 価格(円) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| φD | φDs | φdn | φdc | φd | L | ℓs | ℓn | S | S1 | ||||||||
|
WNK4525S | ※千鳥2 | 約3.6㎜ | C3まで ※板厚25㎜以上ではC2となります。 | 5㎜〜50㎜ ※目盛りは8㎜〜。 | 26 | 19.4 | 27 | 16 | 32 | 146〜188 | 100 | 46〜88 | 3.3 | 10.8 | 45° | 59,800 |
 |
WNK4525S-U | 1 | 約3.6㎜ | C3まで ※板厚25㎜以上ではC2となります。 | 5㎜〜50㎜ ※目盛りは8㎜〜。 | − | − | − | − | − | 132.8 | − | 32.8 | − | − | − | 29,500 |
 |
WNK4525S-L | 1 | 約3.6㎜ | C3まで ※板厚25㎜以上ではC2となります。 | 5㎜〜50㎜ ※目盛りは8㎜〜。 | − | − | − | − | − | 108 | − | − | − | − | − | 30,300 |
※チップは標準装備しておりませんので別途ご用命下さい。
※クランプスクリュ・止めネジ・レンチは標準装備しております。
※価格(円)=希望小売価格(円)
※UPPERとLOWERそれぞれ1枚刃です。切削条件は刃数1で計算して下さい。
数値設定
| 記号 | 内容 | 数値 |
|---|---|---|
| C | 面取り量 | C3まで |
| T | ワーク板厚 | ※8〜50 |
| D1 | 基準加工径 | 25 |
| OFFSET | 補正値 | 8 |
※目盛りは8~50の範囲で1㎜幅で刻んであります。
※TはUPPERとLOWERをくっつけるとT=5になります。
工具位置関係

目盛と刻印事項について

※シャンクへは型番等の刻印が入ります。
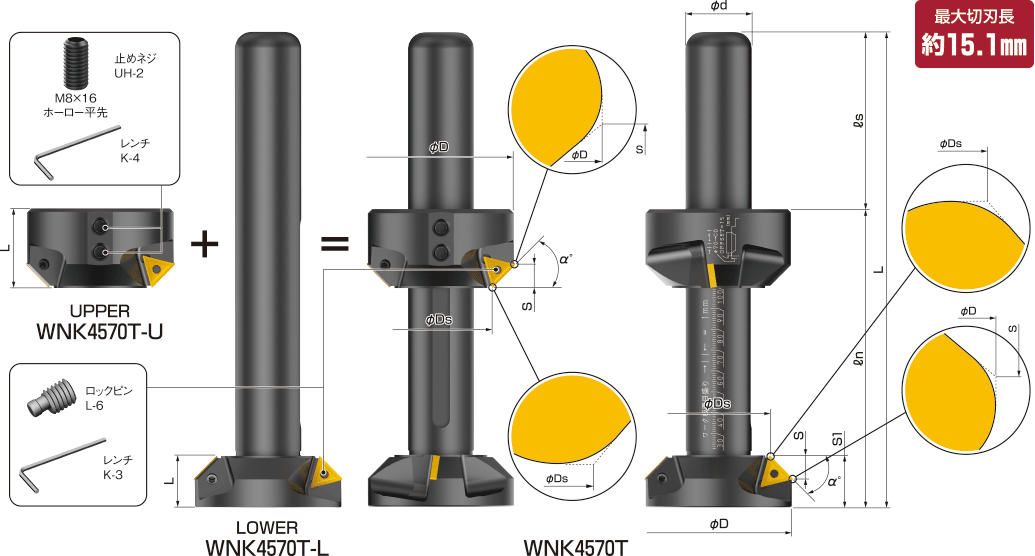
本体(千鳥4枚刃)
| 図 | 型番 Model. No |
刃数 | 最大切刃長 | 面取り能力 | 加工可能板厚 | 寸法 Dimensions (mm) | α° | 価格(円) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| φD | φDs | φd | L | ℓs | ℓn | S | S1 | ||||||||
 |
WNK4570T | ※千鳥4 | 約15.1㎜ | C9.8 | 20㎜〜100㎜ ※目盛りは23㎜〜。 | 72 | 50.2 | 32 | 228 | 85 | 63〜143 | 10.9 | 24.9 | 45° | 117,100 |
 |
WNK4570T-U | 2 | 約15.1㎜ | C9.8 | 20㎜〜100㎜ ※目盛りは23㎜〜。 | − | − | − | 38 | − | − | − | − | − | 56,000 |
|
WNK4570T-L | 2 | 約15.1㎜ | C9.8 | 20㎜〜100㎜ ※目盛りは23㎜〜。 | − | − | − | 25 | − | − | − | − | − | 61,200 |
※チップは標準装備しておりませんので別途ご用命下さい。
※ロックピン・止めネジ・レンチは標準装備しております。
※価格(円)=希望小売価格(円)
※UPPERとLOWERそれぞれ2枚刃です。切削条件は刃数2で計算して下さい。
数値設定
| 記号 | 内容 | 数値 |
|---|---|---|
| C | 面取り量 | 〜C9.8 |
| T | ワーク板厚 | ※23〜100 |
| D1 | 基準加工径 | φ70 |
| OFFSET | 補正値 | 15 |
※目盛りは23~100の範囲で1㎜幅で刻んであります。
※TはUPPERとLOWERをくっつけるとT=20になります。
工具位置関係

目盛と刻印事項について

※シャンクへは型番等の刻印が入ります。
使用手順
- 中間軸の目盛りをワーク材の板厚に合わせ2本のホーローで固定します。
- ホルダーにチップを装着し加工機にセットします。
- ホルダー先端をワーク材の底面よりOFFSET量分突出します。
- ホルダーを回転させ面取り加工を開始します。
※φD1÷2-Cが実際の工具経路となるようにします。
※ワーク材よりホルダー中心をφD1÷2逃がしたところがC0になります。
切削条件/推奨チップ
-
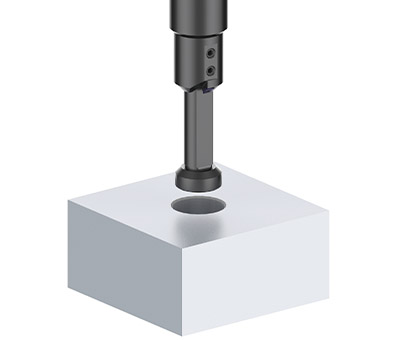
穴の面取り加工
-

面取り加工
-
面取り加工
※工具径φ26より大きい穴の面取りができます。
切削条件1(千鳥2枚刃)
面取り加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.08〜0.2 | 0.08〜0.2 | 0.08〜0.2 | − | 0.08〜0.2 | 0.08〜0.3 | 0.08〜0.3 | 0.08〜0.3 | − |
| 切削速度(m/min) | 100〜200 | 100〜200 | 100〜200 | − | 100〜200 | 100〜200 | 250〜800 | 250〜800 | − |
| 目安回転数(r.p.m.) | 3,000 | 3,000 | 2,000 | − | 2,000 | 3,000 | 7,000 | 7,000 | − |
| クーラント | なし | なし | あり | − | あり | なし | あり | あり | − |
| 第一推奨チップ | SPEW040102 AC16N | SPEW040102 AC16N | SPEW040102 AC16N | − | SPEW040102 AC16N | SPEW040102 AC16N | SPEW040102 ZA10N | SPEW040102 ZA10N | − |
※ワーク形状、クランプ状態、面取り量の大小、切刃位置により条件を調節して下さい。
※裏面取り・V溝加工時は条件を80%以下に下げて下さい。
※面取り量が大きい時はなるべく条件を下げて加工して下さい。
加工実例

切削条件2(千鳥4枚刃)
面取り加工 (T32MOR)
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.08〜0.2 | 0.08〜0.2 | 0.08〜0.2 | − | 0.08〜0.2 | 0.08〜0.2 | − | − | − |
| 切削速度(m/min) | 200〜250 | 200〜250 | 200〜250 | − | 100〜200 | 200〜250 | − | − | − |
| 目安回転数(r.p.m.) | 3,000 | 3,000 | 3,000 | − | 2,000 | 2,000 | − | − | − |
| クーラント | なし | なし | あり | − | あり | なし | − | − | − |
| 第一推奨チップ | T32MOR NK2001 | T32MOR NK2001 | T32MOR AC16N | – | T32MOR AC16N | T32MOR AC16N | – | – | – |
面取り加工 (TT32GUR・TT32GURF)
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.08〜0.2 | 0.08〜0.2 | 0.08〜0.2 | − | 0.08〜0.2 | 0.08〜0.2 | 0.08〜0.3 | 0.08〜0.3 | 0.08〜0.2 |
| 切削速度(m/min) | 200〜250 | 200〜250 | 200〜250 | − | 100〜200 | 200〜250 | 250〜800 | 250〜800 | 150〜200 |
| 目安回転数(r.p.m.) | 3,000 | 3,000 | 3,000 | − | 2,000 | 2,000 | 5,000 | 5,000 | 2,000 |
| クーラント | なし | なし | あり | − | あり | なし | あり | あり | あり |
| 第一推奨チップ | TT32GUR NK2001 | TT32GUR NK2001 | TT3GUR AC15N | – | TT32GUR AC15N | TT32GUR AC15N | TT32GUR NK1010 | TT32GUR NK1010 | TT32GURF TC16N |
面取り加工 (TNEA160304)
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | − | − | − | 0.08〜0.2 | − | − | − | − | − |
| 切削速度(m/min) | − | − | − | 150〜200 | − | − | − | − | − |
| 目安回転数(r.p.m.) | − | − | − | 2,000 | − | − | − | − | − |
| クーラント | − | − | − | あり | − | − | − | − | − |
| 第一推奨チップ | − | − | − | TNEA16304 TC16N | − | − | − | − | − |
※ワーク形状、クランプ状態、面取り量の大小、切刃位置により条件を調節して下さい。面取り量が大きい時はなるべく条件を下げて加工して下さい。
※穴面取り加工時は条件を1/3程度に下げて加工して下さい。
加工実例

チップ詳細
| 図 | 型番 | 材質型番 | 使用コーナー数 | 単価(円) | 1ケース価格(円) | 1ケース入数 |
|---|---|---|---|---|---|---|
 |
SPEW040102 | ZA10N | 4 | 1,460 | 17,520 | 12個 |
 |
SPEW040102 | AC16N | 4 | 2,240 | 26,880 | 12個 |
 |
T32MOR | NK2001 | 6 | 970 | 11,640 | 12個 |
 |
T32MOR | NK1010 | 6 | 970 | 11,640 | 12個 |
 |
T32MOR | NK2020 | 6 | 970 | 11,640 | 12個 |
 |
T32MOR | NK3030 | 6 | 1,840 | 22,080 | 12個 |
 |
T32MOR | AC16N | 6 | 2,250 | 27,000 | 12個 |
 |
TT32GUR | NK2001 | 2 | 2,050 | 24,600 | 12個 |
 |
TT32GUR | NK1010 | 2 | 2,050 | 24,600 | 12個 |
 |
TT32GUR | NK2020 | 2 | 2,050 | 24,600 | 12個 |
 |
TT32GUR | NK3030 | 2 | 2,670 | 32,040 | 12個 |
 |
TT32GUR | NK5050 | 2 | 2,670 | 32,040 | 12個 |
 |
TT32GUR | NK8080 | 2 | 2,950 | 35,400 | 12個 |
 |
TT32GUR | AC15N | 2 | 3,070 | 36,840 | 12個 |
 |
TT32GUR | HSS | 2 | 2,500 | 30,000 | 12個 |
 |
TT32GUR | HSS TiN | 2 | 3,500 | 42,000 | 12個 |
 |
TT32GURF | TC16N | 2 | 3,580 | 42,960 | 12個 |
 |
TNEA160304 | TC16N | 6 | 3,430 | 41,160 | 12個 |
※単価(円)・価格(円)=希望小売価格(円)
チップ取付けの際、偏心ロック方式の為、逆ジメによる精度不良、チップ破損につながる事があります。
チップ交換の際、必ず逆ジメがないか確認して下さい。