Products 製品情報

製品
※現在掲載中のカタログは、2026年3月1日の価格改定前の旧価格となっております。価格のお問い合わせは、商社又は販売店様を通してお見積り下さい。
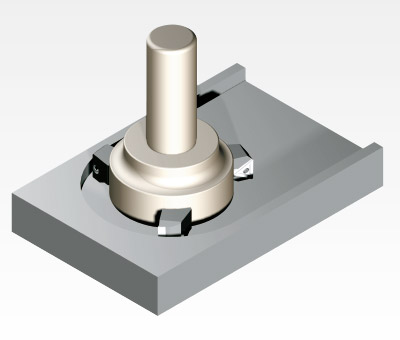
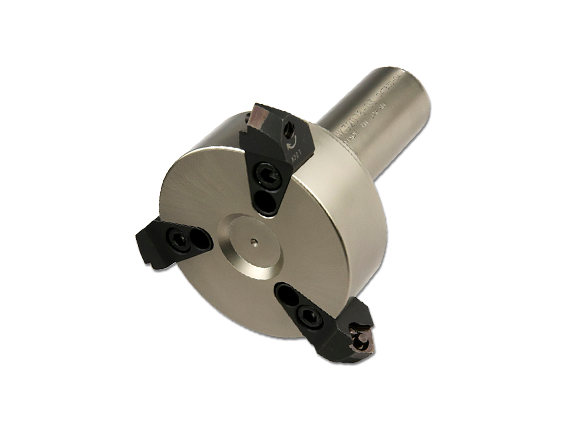
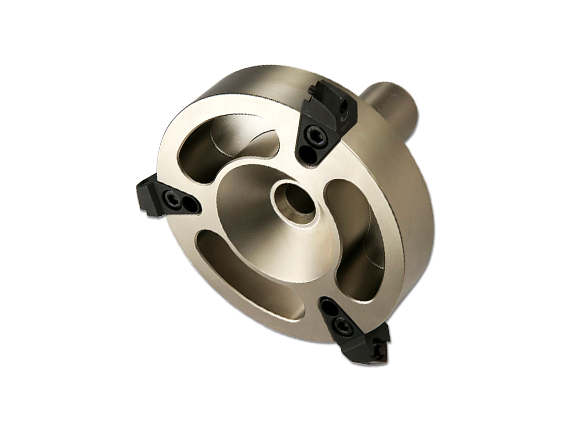
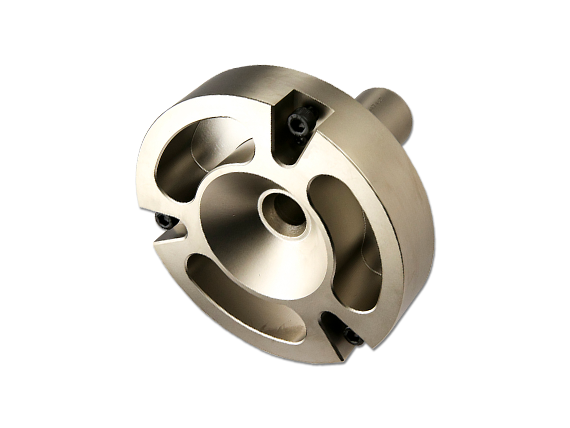
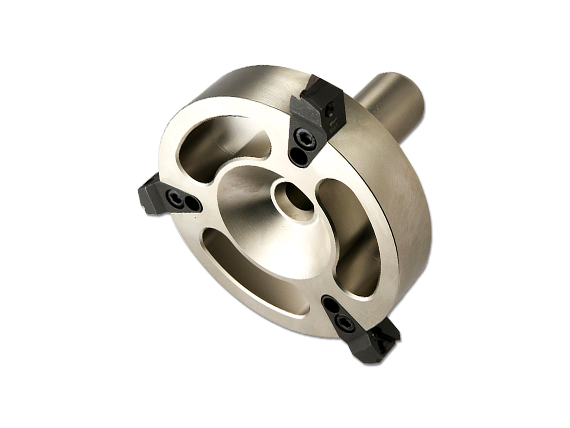
| 刃数 | 3 |
| 適合サイズ | φ130㎜ |
| 重量(g) | 2,908 |
クランプスクリュ(L-20×刃数分)・キャップボルト(CP6-15×刃数分)・レンチ(N-6×1 K-5×1)は標準装備しております。
(CAD・取説はこちらから) 製品情報に戻る
(CAD・取説はこちらから)
切削条件/推奨チップ
-
ショルダー加工
切削条件
T33MOR使用時
| 材質型番 | NK2001 | NK1010 | NK2020 | NK3030 | NK6060 | |
|---|---|---|---|---|---|---|
| 被削材質 | 刃当り送り(㎜/刃) | 切削速度(m/分) | ||||
| 一般鋼 系 SS等 |
0.1〜0.2 | 200〜220 | – | 150〜180 | 150〜220 | – |
| 合金鋼 系 SKD/SCM等 |
0.1〜0.2 | 200〜220 | – | 150〜180 | 150〜220 | – |
| ステンレス鋼 系 SUS等 |
0.1〜0.15 | – | – | 120〜160 | 150〜180 | 150〜200 |
| アルミ、樹脂 真鍮 系 |
– | – | – | – | – | – |
| 鋳銅 系 FC/FCD等 |
0.1〜0.2 | 200〜220 ※FCD切削時 |
150〜180 | – | – | – |
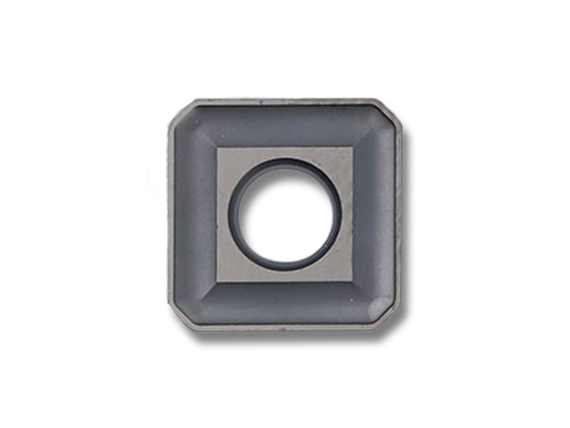
※チップノーズがRの為、切削抵抗が少なく、良好な面が得られます。
T33MOZ使用時
| 材質型番 | NK2001 | NK1010 | NK2020 | NK3030 | NK6060 | |
|---|---|---|---|---|---|---|
| 被削材質 | 刃当り送り(㎜/刃) | 切削速度(m/分) | ||||
| 一般鋼 系 SS等 |
0.1〜0.3 | 200〜220 | – | 150〜180 | 150〜200 | – |
| 合金鋼 系 SKD/SCM等 |
0.1〜0.3 | 200〜220 | – | 150〜180 | 150〜200 | – |
| ステンレス鋼 系 SUS等 |
0.1〜0.25 | – | – | 120〜160 | 120〜180 | 150〜200 |
| アルミ、樹脂 真鍮 系 |
– | – | – | – | – | – |
| 鋳銅 系 FC/FCD等 |
0.1〜0.3 | 200〜220 ※FCD切削時 |
– | – | – | – |
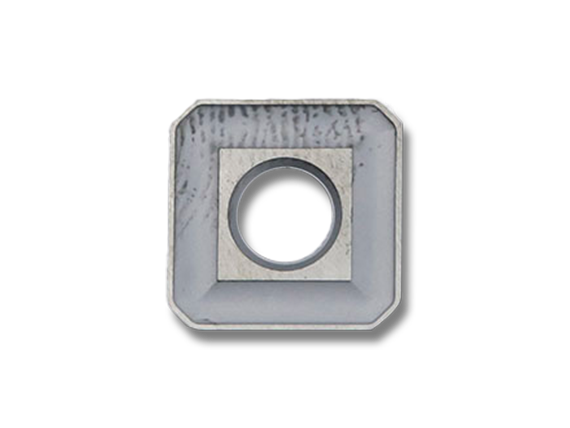
※チップノーズにチャンファーを作っている為、送りスピードを上げても良好な面が得られます。
T33GUR使用時
| 材質型番 | NK2001 | NK1010 | NK2020 | NK3030 | NK5050 | NK6060 | NK8080 | |
|---|---|---|---|---|---|---|---|---|
| 被削材質 | 刃当り送り(㎜/刃) | 切削速度(m/分) | ||||||
| 一般鋼 系 SS等 |
0.08〜0.2 | 200〜220 | – | 150〜180 | – | – | – | – |
| 合金鋼 系 SKD/SCM等 |
0.08〜0.2 | 200〜220 | – | 150〜180 | – | – | – | – |
| ステンレス鋼 系 SUS等 |
0.08〜0.2 | – | – | 120〜180 | 150〜180 | – | 150〜220 | 150〜220 ※SUS316切削時 |
| アルミ、樹脂 真鍮 系 |
0.08〜0.3 | – | 250〜750 | – | – | 200〜750 | – | 200〜750 |
| 鋳銅 系 FC/FCD等 |
0.08〜0.2 | 200〜220 ※FCD切削時 |
– | – | – | – | – | 150〜220 |
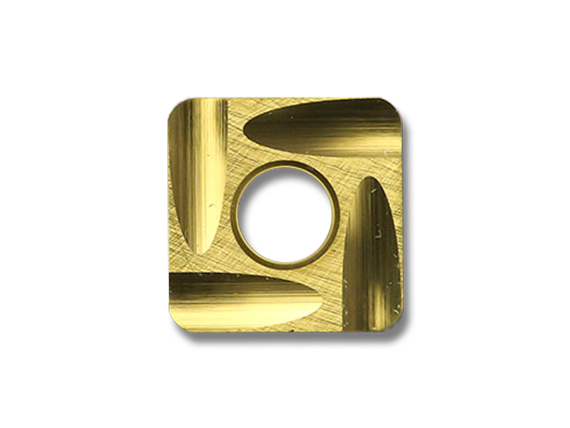
※チップに施されているプレーカにより切れ味が良く、チップノーズがRになっているので、切削抵抗が少ない。
また、薄物などのビビり、ひずみの発生しやすいワークに適しています。








関連チップ・ビット
-

S32MOZ NK2001
-
S32MOZ NK2050
-

S32MOZ AB01F
-
S32MOZ NK1010
-

S32MOZ NK2020
-

S32MOZ NK3030
-

S32MOZ AC15T
-

S32GUR NK2001
-

S32GUR NK1010
-

S32GUR NK2020
-

S32GUR NK3030
-
S32GUR NK5050
-

S32GUR NK6060
-

S32GUR NK8080
-

S32GUR DIA
-

T33MOZ NK2001
-

T33MOZ NK1010
-

T33MOZ NK2020
-

T33MOZ NK3030
-

T33MOZ NK6060
-
T33MOR NK2001
-
T33MOR NK1010
-
T33MOR NK2020
-

T33MOR NK3030
-

T33MOR NK6060
-

T33GUR NK2001
-

T33GUR NK1010
-

T33GUR NK2020
-

T33GUR NK3030
-

T33GUR NK5050
-

T33GUR NK6060
-

T33GUR NK8080