Products 製品情報

製品
NK25-05R
カタログダウンロード
※現在掲載中のカタログは、2026年3月1日の価格改定前の旧価格となっております。最新価格はWEBサイト内の各製品ページをご確認ください。
| 刃数 | 1 |
| 能力 (R面取り加工) | R0.5〜R5 |
| 価格(円) | 24,500 |
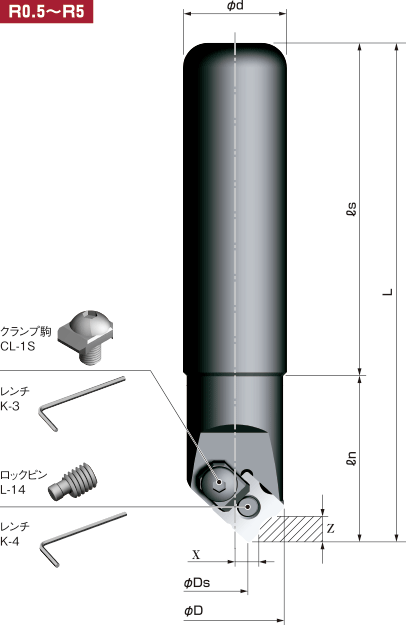
● 寸法(㎜)
| φD | 25 |
| φDs | 8.4 |
| φd | 25 |
| L | 120 |
| ℓs | 80 |
| ℓn | 40 |
※チップは標準装備しておりませんので別途ご用命下さい。
※ロックピン・レンチ・クランプ駒は標準装備しております。
※価格(円)= 希望小売価格(円)
(CAD・取説はこちらから)
切削条件/推奨チップ
-

R面取り加工
切削条件
R面取り加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.1〜0.2 | 0.1〜0.2 | 0.1〜0.2 | – | 0.1〜0.2 | 0.1〜0.2 | 0.1〜0.3 | 0.1〜0.3 | – |
| 切削速度(m/min) | 100〜250 | 100〜250 | 100〜250 | – | 150〜200 | 100〜250 | 150〜300 | 150〜300 | – |
| 目安回転数(r.p.m.) | 2,500 | 2,500 | 2,500 | – | 1,500 | 2,500 | 3,000 | 3,000 | – |
| クーラント | あり | あり | あり | – | あり | なし | あり | あり | – |
| 第一推奨チップ | N43GXR8 NK2001 | N43GXR8 NK2001 | N43GXR8 AC16N | – | N43GXR8 AC16N | N43GXR8 AC16N | N43GXR8 NK1010 | N43GXR8 NK1010 | – |
※ワーク形状、クランプ状態、面取り量の大小、切刃位置により条件を調節して下さい。
面取り量が大きい時はなるべく条件を下げて加工して下さい。
数値設定
| 加工R | X軸位置(㎜) | Z軸位置(㎜) |
|---|---|---|
| R0.5 | 8.05 | 4.42 |
| R0.75 | 7.93 | 4.55 |
| R1 | 7.80 | 4.67 |
| R1.5 | 7.55 | 4.92 |
| R2 | 7.30 | 5.17 |
| R2.5 | 7.06 | 5.42 |
| R3 | 6.81 | 5.67 |
| R3.5 | 6.56 | 5.91 |
| R4 | 6.31 | 6.16 |
| R4.5 | 6.06 | 6.41 |
| R5 | 5.82 | 6.66 |
※数値は若干の誤差が出る場合がありますのでご了承ください。
加工実例

関連製品

関連チップ・ビット
-

N43GXR8 NK2001 3個入り
-
N43GXR8 NK2001 12個入り
-
N43GXR8-1R NK2001 3個入り
-
N43GXR8-1R NK2001 12個入り
-
N43GXR8-2R NK2001 3個入り
-
N43GXR8-2R NK2001 12個入り
-
N43GXR8-3R NK2001 3個入り
-
N43GXR8-3R NK2001 12個入り
-

N43GXR8-4R NK2001 3個入り
-
N43GXR8-4R NK2001 12個入り
-

N43GXR8-5R NK2001 3個入り
-
N43GXR8-5R NK2001 12個入り
-
N43GXR8 NK1010 3個入り
-
N43GXR8 NK1010 12個入り
-

N43GXR8 NK2020 3個入り
-
N43GXR8 NK2020 12個入り
-
N43GXR8-1R NK2020 3個入り
-
N43GXR8-1R NK2020 12個入り
-

N43GXR8-2R NK2020 3個入り
-
N43GXR8-2R NK2020 12個入り
-
N43GXR8-3R NK2020 3個入り
-
N43GXR8-3R NK2020 12個入り
-

N43GXR8-4R NK2020 3個入り
-
N43GXR8-4R NK2020 12個入り
-
N43GXR8-0.5R NK2020 3個入り
-
N43GXR8-0.5R NK2020 12個入り
-

N43GXR8-0.75R NK2020 3個入り
-
N43GXR8-0.75R NK2020 12個入り
-

N43GXR8-1.5R NK2020 3個入り
-
N43GXR8-1.5R NK2020 12個入り
-

N43GXR8-2.5R NK2020 3個入り
-
N43GXR8-2.5R NK2020 12個入り
-

N43GXR8-3.5R NK2020 3個入り
-
N43GXR8-3.5R NK2020 12個入り
-

N43GXR8-4.5R NK2020 3個入り
-
N43GXR8-4.5R NK2020 12個入り
-

N43GXR8-5R NK2020 3個入り
-
N43GXR8-5R NK2020 12個入り
-

N43GXR8 AC16N 3個入り
-
N43GXR8 AC16N 12個入り
-

N43GXR8-1R AC16N 3個入り
-
N43GXR8-1R AC16N 12個入り
-

N43GXR8-2R AC16N 3個入り
-
N43GXR8-2R AC16N 12個入り
-
N43GXR8-3R AC16N 3個入り
-
N43GXR8-3R AC16N 12個入り
-

N43GXR8-4R AC16N 3個入り
-
N43GXR8-4R AC16N 12個入り
-
N43GXR8-0.5R AC16N 3個入り
-
N43GXR8-0.5R AC16N 12個入り
-

N43GXR8-0.75R AC16N 3個入り
-
N43GXR8-0.75R AC16N 12個入り
-

N43GXR8-1.5R AC16N 3個入り
-
N43GXR8-1.5R AC16N 12個入り
-

N43GXR8-2.5R AC16N 3個入り
-
N43GXR8-2.5R AC16N 12個入り
-
N43GXR8-3.5R AC16N 3個入り
-
N43GXR8-3.5R AC16N 12個入り
-
N43GXR8-4.5R AC16N 3個入り
-
N43GXR8-4.5R AC16N 12個入り
-

N43GXR8-5R AC16N 3個入り
-
N43GXR8-5R AC16N 12個入り