Products 製品情報
センターリング・面取りシリーズ

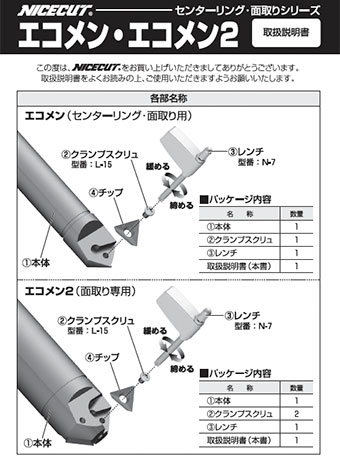
エコメン Ecomen
加工コスト低減!
チップを3コーナー化することによりお客様の加工コストを低減。
チップ形状、切刃諸元の改良により切削性、切粉排出性が向上。
超微粒子母材に新コーティングを施すことにより長寿命を実現。
1枚刃
カタログダウンロード仕様/動画
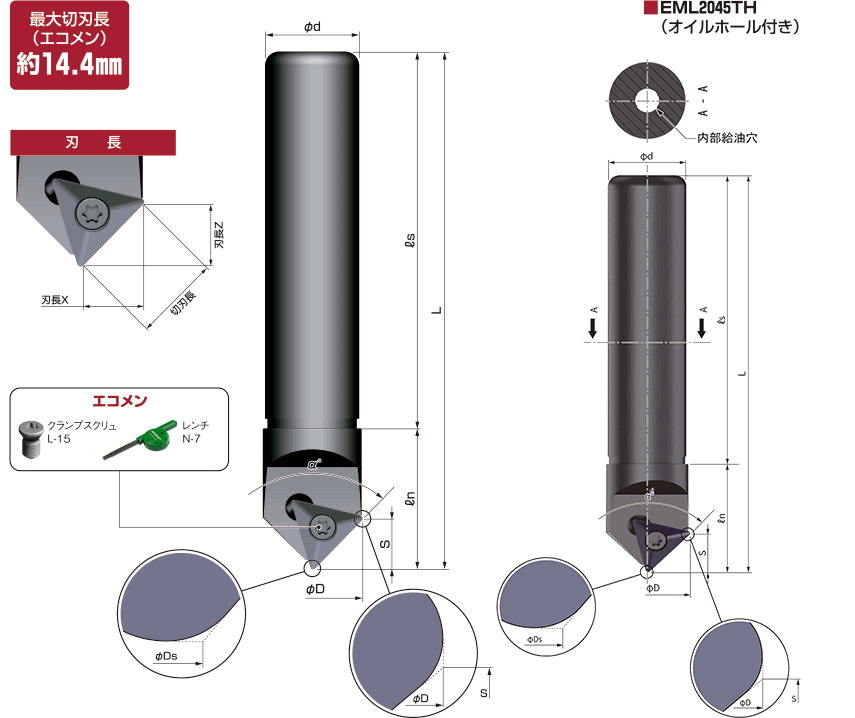
※EML2045THは右勝手(R)になっております。
動画
型番/価格
本体
| 図 | 型番 Model. No |
刃数 | 最大切刃長 | 能力 皿面取り加工 |
寸法 Dimensions (mm) | α° | 価格(円) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| φD | φDs | φd | L | ℓs | ℓn | S | 刃長 X | 刃長 Z | |||||||
|
EML2045T | 1 | 約14.4㎜ | φ1.2㎜〜φ21.6 ㎜ |
22.0 | 0.88 | 20 | 110 | 80 | 30 | 10.5 | 10.1 | 10.1 | 90° | 27,600 |
 |
EML2045TL | 1 | 約14.4㎜ | φ1.2㎜〜φ21.6㎜ | 22.0 | 0.88 | 20 | 170 | 140 | 30 | 10.5 | 10.1 | 10.1 | 90° | 38,300 |
 |
EML2545TL | 1 | 約14.4㎜ | φ1.2㎜〜φ21.6㎜ | 22.0 | 0.88 | 25 | 170 | 140 | 30 | 10.5 | 10.1 | 10.1 | 90° | 38,300 |
 |
※EML2045TH | 1 | 約14.4㎜ | φ1.2㎜〜φ21.6㎜ | 22.0 | 0.88 | 20 | 110 | 80 | 30 | 10.5 | 10.1 | 10.1 | 90° | 29,600 |
 |
EML2030T | 1 | 約14.4㎜ | φ1.0㎜〜φ26.0㎜ | 26.6 | 0.71 | 20 | 110 | 80 | 30 | 7.5 | 12.4 | 7.1 | 120° | 27,600 |
 |
EML2030TL | 1 | 約14.4㎜ | φ1.0㎜〜φ26.0㎜ | 26.6 | 0.71 | 20 | 170 | 140 | 30 | 7.5 | 12.4 | 7.1 | 120° | 38,300 |
※はオイルホール付きです。
※チップは標準装備しておりませんので別途ご用命下さい。
※クランプスクリュ・レンチは標準装備しております。
※価格(円)=希望小売価格(円)
切削条件/推奨チップ
-
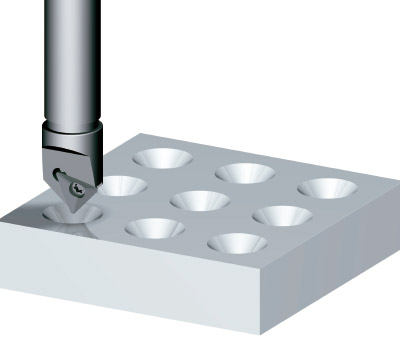
センターリング加工
-
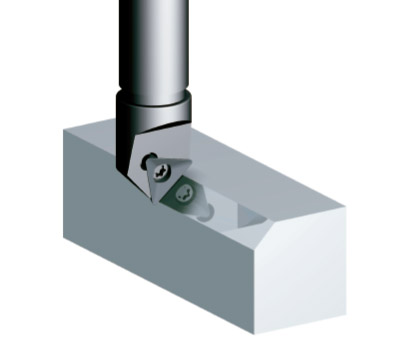
面取り加工
切削条件
センターリング加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.02〜0.08 | 0.02〜0.08 | 0.02〜0.08 | − | 0.01〜0.05 | 0.02〜0.08 | 0.02〜0.08 | 0.02〜0.08 | − |
| 切削速度(m/min) | 90〜180 | 90〜180 | 90〜180 | − | 90〜180 | 90〜180 | 150〜250 | 150〜250 | − |
| 目安回転数(r.p.m.) | 2,000 | 2,000 | 2,000 | − | 2,000 | 2,000 | 5,000 | 5,000 | − |
| クーラント | あり | あり | あり | − | あり | なし | あり | あり | − |
| 第一推奨チップ | TXMT16T306 AC15N |
TXMT16T306 AC15N |
TXMT16T306 AC15N |
− | TXMT16T306 AC15N |
TXMT16T306 AC15N |
TXMT16T306 ZA10N |
TXMT16T306 ZA10N |
− |
※ボール盤では、ご使用になれません。
面取り・皿面取り加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.03〜0.15 | 0.03〜0.15 | 0.03〜0.15 | − | 0.03〜0.15 | 0.03〜0.15 | 0.03〜0.15 | 0.03〜0.15 | − |
| 切削速度(m/min) | 120〜200 | 120〜200 | 120〜200 | − | 120〜200 | 120〜200 | 200〜320 | 200〜320 | − |
| 目安回転数(r.p.m.) | 3,000 | 3,000 | 3,000 | − | 3,000 | 3,000 | 5,000 | 5,000 | − |
| クーラント | あり | あり | あり | − | あり | なし | あり | あり | − |
| 第一推奨チップ | TXMT16T306 AC15N |
TXMT16T306 AC15N |
TXMT16T306 AC15N |
− | TXMT16T306 AC15N |
TXMT16T306 AC15N |
TXMT16T306 ZA10N |
TXMT16T306 ZA10N |
− |
※必要に応じご使用下さい。
※ワーク形状、クランプ状態、面取り量の大小、切刃位置により条件を調節して下さい。
※鋳物切削時は、チップ刃先の耐久性を確保する為、エアブロー条件化での加工を推奨いたします。
加工実例

チップ詳細
| 図 | 型番 | 材質型番 | 使用コーナー数 | 単価(円) | 1ケース価格(円) | 1ケース入数 |
|---|---|---|---|---|---|---|
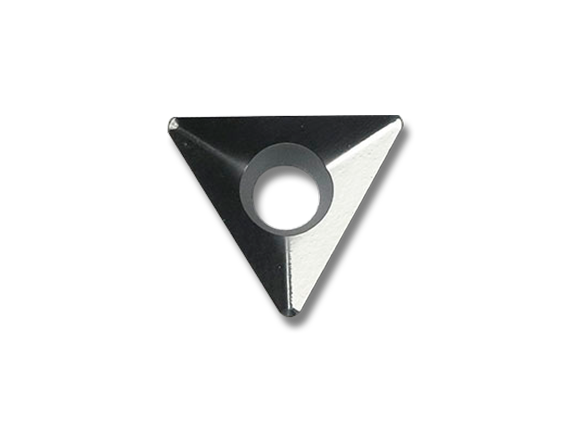 |
TXMT16T306 | ZA10N | 3 | 2,720 | 32,640 | 12個 |
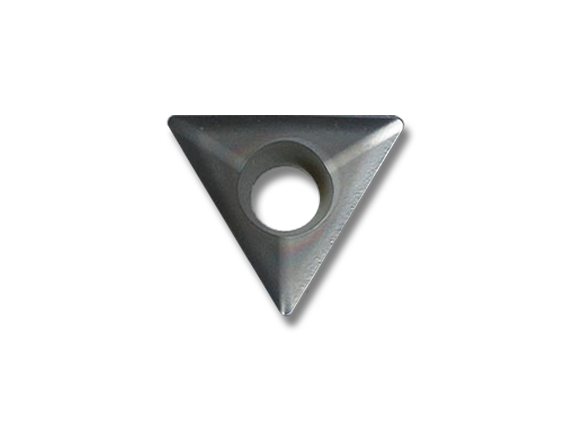 |
TXMT16T306 | AC15N | 3 | 3,470 | 41,640 | 12個 |
※単価(円)・価格(円)=希望小売価格(円)
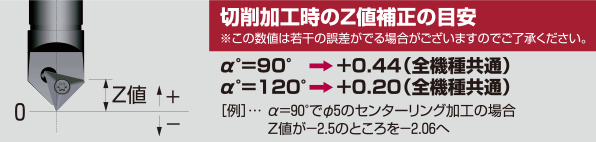
センターリング加工での先端部分は、特殊チップ形状のため完全な頂角にはなりません。