Products 製品情報
センターリング・面取りシリーズ

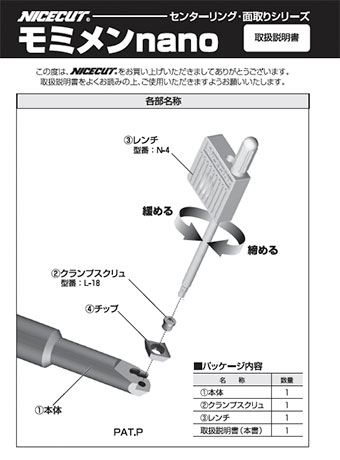
モミメンnano Momimen nano
業界最小クラス!
スクリューオンタイプで業界最小クラスのチップを開発することにより業界最小クラス(首下径φ6㎜)を実現しました。
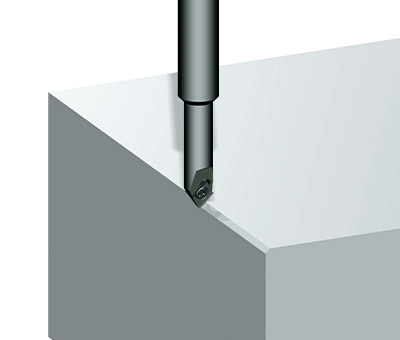
バイス・クランプ等の干渉を回避することが出来ます。
今まで寄れなかった所まで寄っての加工が出来ます。
1枚刃
カタログダウンロード仕様/動画
動画
型番/価格
本体
| 図 | 型番 Model. No |
刃数 | 最大切刃長 | 能力 皿面取り加工 |
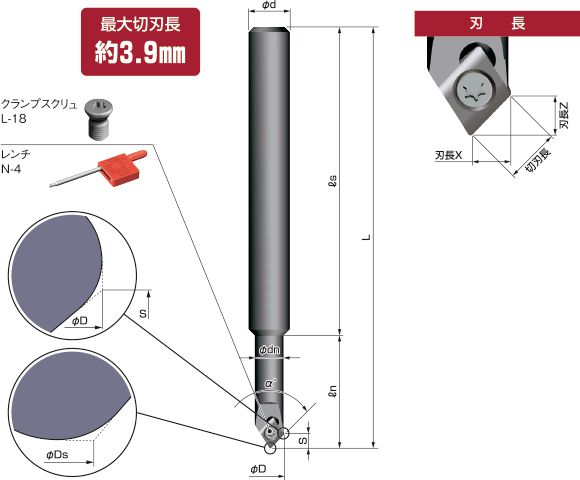
寸法 Dimensions (mm) | α° | 価格(円) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| φD | φDs | φd | φdn | L | ℓs | ℓn | S | 刃長 X | 刃長 Z | |||||||
|
SCN0845E | 1 | 約3.9㎜ | φ0.6㎜〜φ5.8㎜ | 6.0 | 0.58 | 8 | 5.6 | 82 | 60 | 22 | 2.8 | 2.7 | 2.7 | 90° | 18,100 |
 |
SCN0830E | 1 | 約3.9㎜ | φ0.6㎜〜φ7.2㎜ | 7.3 | 0.52 | 8 | 7 | 82 | 60 | 22 | 2.0 | 3.3 | 1.9 | 120° | 18,100 |
※チップは標準装備しておりませんので別途ご用命下さい。
※クランプスクリュ・レンチは標準装備しております。
※価格(円)=希望小売価格(円)
切削条件/推奨チップ
-

センターリング加工
-
面取り加工
-

皿面取り加工
-

V溝加工
切削条件
センターリング加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.02〜0.03 | 0.02〜0.03 | 0.01〜0.02 | − | 0.01〜0.02 | 0.04〜0.06 | 0.05〜0.08 | 0.05〜0.08 | − |
| 切削速度(m/min) | 60〜80 | 60〜80 | 60〜80 | − | 60〜80 | 60〜80 | 60〜80 | 60〜80 | − |
| 目安回転数(r.p.m.) | 4,000 | 4,000 | 3,000 | − | 4,000 | 4,000 | 4,000 | 4,000 | − |
| クーラント | あり | あり | あり | − | あり | なし | あり | あり | − |
| 第一推奨チップ | ENGX040102 AC15N | ENGX040102 AC15N | ENGX040102 AC15N | − | ENGX040102 AC15N | ENGX040102F ZC16N | ENGX040102F ZC16N | ENGX040102F ZC16N | − |
※ボール盤では、ご使用になれません。
面取り・皿面取り加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.07〜0.1 | 0.07〜0.1 | 0.05〜0.1 | − | 0.05〜0.1 | 0.07〜0.12 | 0.1〜0.15 | 0.1〜0.15 | − |
| 切削速度(m/min) | 60〜100 | 60〜100 | 60〜100 | − | 60〜100 | 60〜100 | 60〜100 | 60〜100 | − |
| 目安回転数(r.p.m.) | 4,000 | 4,000 | 4,000 | − | 4,000 | 4,000 | 4,000 | 4,000 | − |
| クーラント | あり | あり | あり | − | あり | なし | あり | あり | − |
| 第一推奨チップ | ENGX040102 AC15N | ENGX040102 AC15N | ENGX040102 AC15N | − | ENGX040102 AC15N | ENGX040102F ZC16N | ENGX040102F ZC16N | ENGX040102F ZC16N | − |
V溝加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.05〜0.07 | 0.05〜0.07 | 0.03〜0.05 | − | 0.03〜0.05 | 0.04〜0.06 | 0.05〜0.08 | 0.05〜0.08 | − |
| 切削速度(m/min) | 60〜80 | 60〜80 | 60〜80 | − | 60〜80 | 60〜80 | 60〜80 | 60〜80 | − |
| 目安回転数(r.p.m.) | 4,000 | 4,000 | 4,000 | − | 4,000 | 4,000 | 4,000 | 4,000 | − |
| クーラント | あり | あり | あり | − | あり | なし | あり | あり | − |
| 第一推奨チップ | ENGX040102 AC15N | ENGX040102 AC15N | ENGX040102 AC15N | − | ENGX040102 AC15N | ENGX040102F ZC16N | ENGX040102F ZC16N | ENGX040102F ZC16N | − |
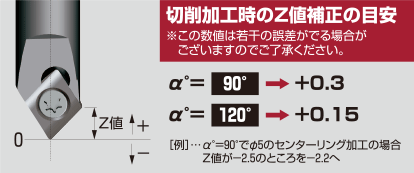
※Z軸操作のみの穴面取り加工はセンターリング加工条件を適用下さい。
※ワーク形状、クランプ状態、面取り量の大小、切刃位置により条件を調節して下さい。面取り量が大きい時はなるべく条件を下げて加工して下さい。
加工実例

チップ詳細
| 図 | 型番 | 材質型番 | 使用コーナー数 | 単価(円) | 1ケース価格(円) | 1ケース入数 |
|---|---|---|---|---|---|---|
 |
ENGX040102F | ZC16N | 2 | 2,810 | 33,720 | 12個 |
 |
ENGX040102 | AC15N | 2 | 2,940 | 35,280 | 12個 |
※単価(円)・価格(円)=希望小売価格(円)
V溝、センターリング加工での先端部分は、特殊チップ形状のため完全な頂角にはなりません。