Products 製品情報

製品
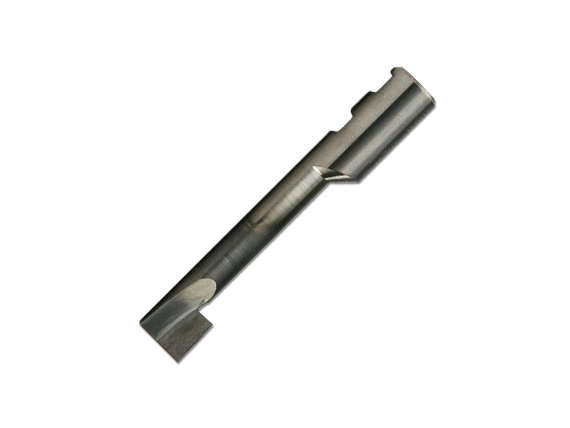
UZHS-M6
カタログダウンロード
※現在掲載中のカタログは、2026年3月1日の価格改定前の旧価格となっております。最新価格はWEBサイト内の各製品ページをご確認ください。
| 刃数 | 1 |
| ボルト穴サイズ | M6 |
| 価格(円) | 21,100 |
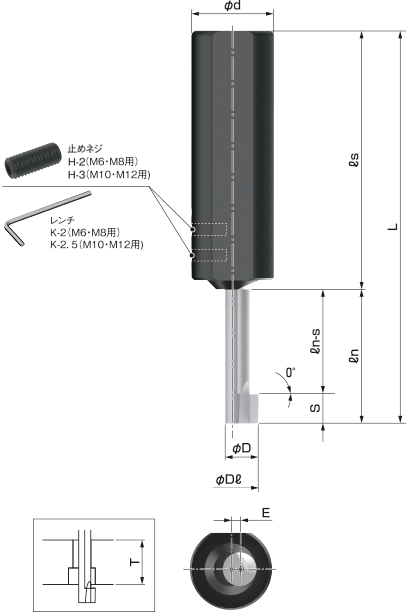
● 寸法(㎜)
| φD | 5.6 |
| φDℓ | 11 |
| φd | 20 |
| L | 106 |
| ℓS | 80 |
| ℓn | 26 |
| ℓn-s | 20.5 |
| S | 5.5 |
| T | 15 |
| E | 2.7 |
※φDℓはキャップボルトのサイズに合わせてあります。
※ビットは標準装備しておりませんので別途ご用命下さい。
※ホーロー・レンチは標準装備しております。
※価格(円)= 希望小売価格(円)
(CAD・取説はこちらから)
切削条件/推奨ビット
-
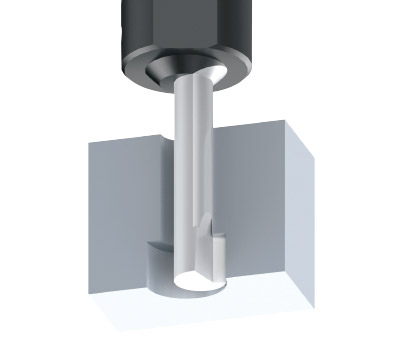
裏座グリ加工
切削条件
裏座グリ加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.08〜0.12 | 0.08〜0.12 | 0.08〜0.12 | – | 0.02〜0.05 | 0.08〜0.12 | 0.08〜0.12 | 0.08〜0.12 | – |
| 切削速度(m/min) | 30〜50 | 30〜50 | 30〜50 | – | 20〜40 | 30〜50 | 60〜90 | 60〜90 | – |
| 目安回転数(r.p.m.) | 500 | 500 | 500 | – | 300 | 500 | 1,000 | 1,000 | – |
| クーラント | あり | あり | あり | – | あり | なし | あり | あり | – |
| 第一推奨ビット | UZHS-M○ BC | UZHS-M○ BC | UZHS-M○ BC | – | UZHS-M○ BC | UZHS-M○ BC | UZHS-M○ B | UZHS-M○ B | – |
※クーラントを推奨します。

※本ツールをご使用になる機械の仕様に合わせて修正してご利用ください。
プログラム例[UZHS-M12]
- N10
- G90 G00 G54 X-3.5 Y0 M19
- G43 Z5.0 H3 T11・・・①
- Z-49.0 F200・・・②
- X0・・・③
- M3 S320
- M8
- G01 Z-33.5 F22・・・④
- Z-49.0 F200・・・⑤
- M19
- G00 X-3.5・・・⑥
- GZ10.0・・・⑦
- G91 G30 Z0
最大加工厚 : T
座グリ深さ : LZとすると Z=-(T+S-LZ)
加工実例