Products 製品情報

製品
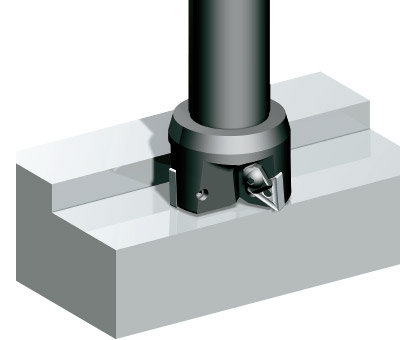
NK9070T
カタログダウンロード
※現在掲載中のカタログは、2026年3月1日の価格改定前の旧価格となっております。最新価格はWEBサイト内の各製品ページをご確認ください。
| 刃数 | 3 |
| 能力 (ショルダー加工) | φ70㎜ |
| 重量(g) | 1,200 |
| 価格(円) | 59,000 |
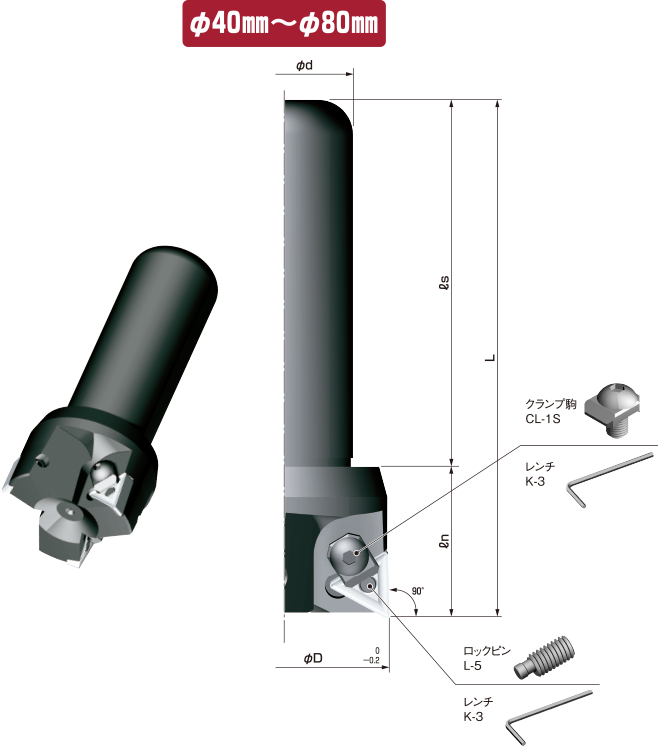
● 寸法(㎜)
| φD | 70 |
| φd | 32 |
| L | 120 |
| ℓs | 85 |
| ℓn | 35 |
※チップは標準装備しておりませんので別途ご用命下さい。
※ロックピン・レンチ・クランプ駒は標準装備しております。
※価格(円)= 希望小売価格(円)
(CAD・取説はこちらから)
切削条件/推奨チップ
-
ショルダー加工
切削条件
ショルダー加工(T33MOZ 使用時)
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.1〜0.3 | 0.1〜0.3 | − | − | 0.1〜0.25 | 0.1〜0.3 | − | − | − |
| 切削速度(m/min) | 200〜220 | 200〜220 | − | − | 150〜200 | 150〜180 | − | − | − |
| 目安回転数(r.p.m.) | 1,100 | 1,100 | − | − | 1,000 | 1,000 | − | − | − |
| クーラント | あり | あり | − | − | あり | なし | − | − | − |
| 第一推奨チップ | NK2001 | NK2001 | − | − | NK6060 | NK1010 | − | − | − |
※チップノーズにチャンファーを作っている為、送りスピードを上げても良好な面が得られます。
ショルダー加工(T33MOR使用時)
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.1〜0.2 | 0.1〜0.2 | − | − | 0.1〜0.15 | 0.1〜0.2 | − | − | − |
| 切削速度(m/min) | 200〜220 | 200〜220 | − | − | 150〜200 | 150〜180 | − | − | − |
| 目安回転数(r.p.m.) | 1,100 | 1,100 | − | − | 1,000 | 1,000 | − | − | − |
| クーラント | あり | あり | − | − | あり | なし | − | − | − |
| 第一推奨チップ | NK2001 | NK2001 | − | − | NK6060 | NK1010 | − | − | − |
※チップノーズがRの為、切削抵抗が少なく、良好な面が得られます。
ショルダー加工(T33GUR使用時)
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.08〜0.2 | 0.08〜0.2 | − | − | 0.08〜0.2 | 0.08〜0.2 | 0.08〜0.3 | 0.08〜0.3 | − |
| 切削速度(m/min) | 200〜220 | 200〜220 | − | − | 150〜220 | 200〜220 | 250〜750 | 250〜750 | − |
| 目安回転数(r.p.m.) | 1,100 | 1,100 | − | − | 1,000 | 1,100 | 3,500 | 3,500 | − |
| クーラント | あり | あり | − | − | あり | なし | あり | あり | − |
| 第一推奨チップ | NK2001 | NK2001 | − | − | NK6060 | NK1010 | NK1010 | NK1010 | − |
※チップに施されているブレーカにより切れ味が良く、チップノーズがRになっているので、切削抵抗が少ない。
また、薄物などのビビリ、ひずみの発生しやすいワークに適しています。
加工実例