Products 製品情報

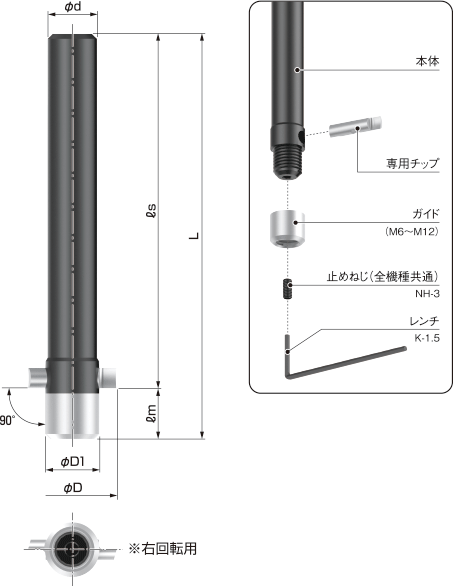
● 寸法(㎜)
| φD | 14 |
| φD1 | 8.8 |
| φd | 8.8 |
| ℓs | 60 |
| ℓm | 10 |
| L | 70 |
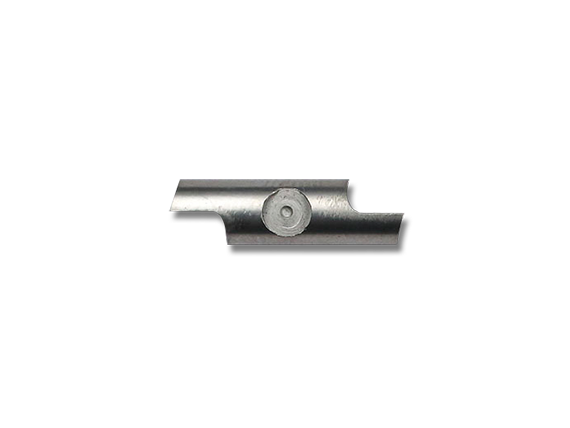
※専用チップは1個につき2枚刃になります。
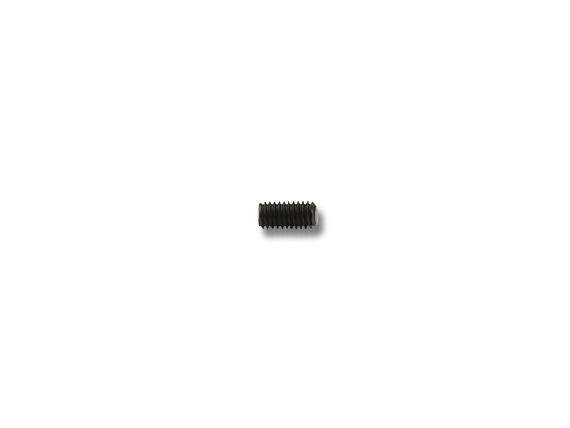
※ガイド・止めネジ・レンチは標準装備しております。
※チップは標準装備しておりませんので別途ご用命下さい。
※価格(円)= 希望小売価格(円)
(CAD・取説はこちらから)
切削条件/推奨チップ
-
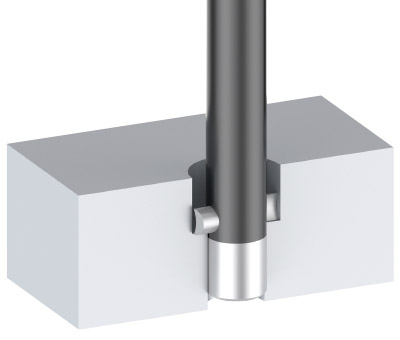
キャップボルト用座グリ加工
切削条件1
座グリ加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 切削速度(m/min) | 5〜25 | 5〜25 | – | – | 5〜25 | 5〜25 | 10〜30 | 10〜30 | – |
| 第一推奨チップ | NBI○○ HSS | NBI○○ HSS | – | – | NBI○○ HSS | NBI○○ HSS | NBI○○ HSS | NBI○○ HSS | – |
切削条件2
| 型番 Model. No |
能力 (ボルト穴サイズ) |
主軸回転数 (r.p.m.) |
チップ型番 |
|---|---|---|---|
| NYM4 | M4 | 600〜1,000 | NBI04 HSS |
| NYM5 | M5 | 500〜1,000 | NBI05 HSS |
| NYM6 | M6 | 400〜800 | NBI06 HSS |
| NYM8 | M8 | 350〜700 | NBI08 HSS |
| NYM10 | M10 | 300〜600 | NBI10 HSS |
| NYM12 | M12 | 200〜500 | NBI12 HSS |
※機械の仕様、剛性、ワーククランプ状態の差により上記条件が当てはまらない場合があります。
※切削面にビビリ等が生じる場合は、回転数を下げたり切削油をご使用ください。
※ご使用の際は、本体に対応した専用チップを選択してください。
加工実例