
Products 製品情報

製品
MBM4513TL
カタログダウンロード
※現在掲載中のカタログは、2026年3月1日の価格改定前の旧価格となっております。最新価格はWEBサイト内の各製品ページをご確認ください。
| 刃数 | 1 |
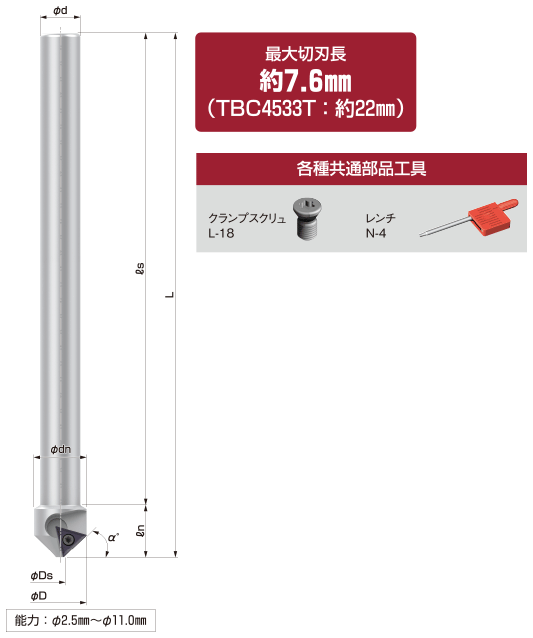
| 最大切刃長 | 約7.6㎜ |
| 皿面取り加工 | φ2.5㎜〜φ11.0㎜ |
| 価格(円) | 20,900 |
● 寸法(㎜)
| φD | 13.00 |
| φDs | 2.4 |
| φd | 10 |
| φdn | 13.0 |
| L | 143 |
| ℓs | 130 |
| ℓn | 13 |
| α° | 45° |
※チップ標準装備[TCXT080102E AC16N/1個]
※クランプスクリュ・レンチは標準装備しております。
※価格(円)= 希望小売価格(円)
(CAD・取説はこちらから)
切削条件/推奨チップ
-
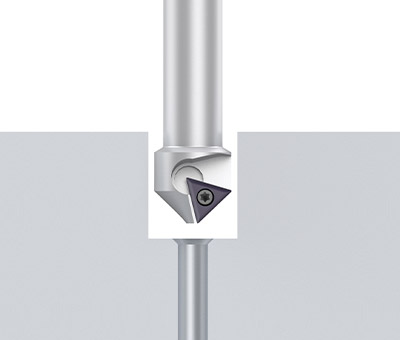
皿面取り加工
-
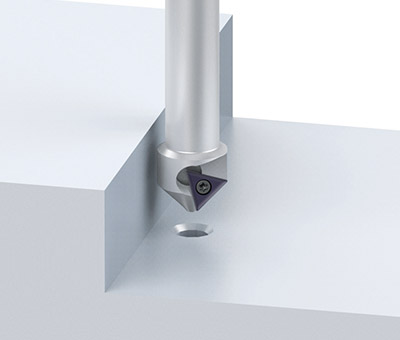
皿面取り加工
切削条件1
皿面取り加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~45 |
焼入れ鋼 HRC45~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 切削速度(m/min) | 5〜40 | 5〜40 | − | − | 5〜40 | 5〜40 | 10〜50 | 10〜50 | − |
| 推奨チップ | TCXT080102E AC16N | TCXT080102E AC16N | − | − | TCXT080102E AC16N | TCXT080102E AC16N | TCXT080102F ZC16N | TCXT080102F ZC16N | − |
切削条件2
| 型番 Model. No |
TCXT080102F ZC16N | TCXT080102E AC16N |
|---|---|---|
| 主軸回転数(r.p.m.) | ||
| MBM4513T | 250〜1,200 | 100〜800 |
| MBM4513TL | 250〜1,200 | 100〜800 |
| MBM4513T-6 | 250〜1,200 | 100〜800 |
| MBM4521T | 150〜750 | 75〜600 |
| MBM4529T | 100〜550 | 55〜400 |
| MBM3015T | 250〜1,200 | 100〜800 |
| MBM6010T | 250〜1,200 | 100〜800 |
| TBC4533T | 100〜1,200 | 55〜800 |
※各種機械剛性の差により上記条件があてはまらない場合もあります。
※切削面にビビリ等が生じる場合、回転数を下げたり、切削油をご使用下さい。
※メントルデーには専用チップをご使用下さい。
※ワーク形状、クランプ状態、面取り量の大小、切刃位置により条件を調節して下さい。
※加工径と面取り量が大きい時はなるべく条件を下げて加工してください。
※チップとチップの間は切削面にスジが残ります。











