
Products 製品情報
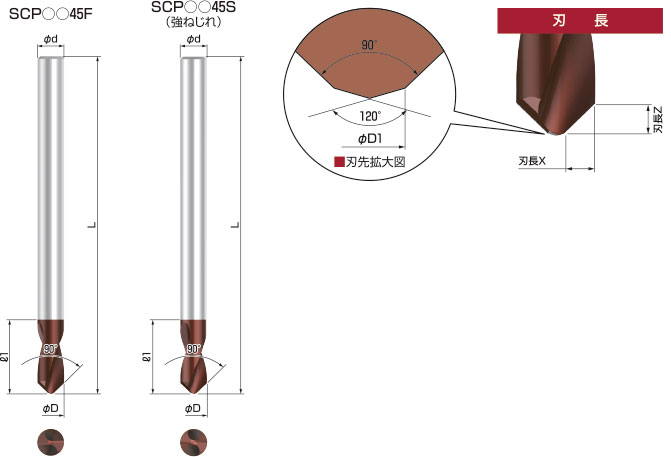
センターリング・面取りシリーズ

モミメンPICO Momimen PICO
これ1本で!
独自の刃先形状によりモミツケ加工時の切れ味の向上と二次バリを無くすことに成功しました。
一本でモミツケ加工はもちろんのこと横走りのC面取り、皿面取りにもご使用いただけます。
幅広い鋼種に対応した2タイプをご用意いたしました。
2枚刃
カタログダウンロード仕様/動画
動画
型番/価格
本体
| 図 | 型番 Model. No |
刃数 | 能力 皿面取り加工 |
寸法 Dimensions (mm) | コーティング | 価格(円) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| φD | φD1 | φd | L | ℓ1 | 刃長 X | 刃長 Z | ||||||
 |
SCP0345F | 2 | φ0.75㎜〜φ3.0 ㎜ |
3 | 0.75 | 3 | 50 | 8 | 1.1 | 1.1 | TiAℓN | 3,500 |
 |
SCP0445F | 2 | φ1.0㎜〜φ4.0 ㎜ |
4 | 1.0 | 4 | 50 | 10 | 1.5 | 1.5 | TiAℓN | 3,950 |
 |
SCP0545F | 2 | φ1.25㎜〜φ5.0 ㎜ |
5 | 1.25 | 5 | 50 | 13 | 1.8 | 1.8 | TiAℓN | 4,310 |
 |
SCP0645F | 2 | φ1.5㎜〜φ6.0 ㎜ |
6 | 1.5 | 6 | 50 | 15 | 2.2 | 2.2 | TiAℓN | 5,190 |
 |
SCP0345FL | 2 | φ0.75㎜〜φ3.0 ㎜ |
3 | 0.75 | 3 | 100 | 8 | 1.1 | 1.1 | TiAℓN | 5,630 |
 |
SCP0445FL | 2 | φ1.0㎜〜φ4.0 ㎜ |
4 | 1.0 | 4 | 100 | 10 | 1.5 | 1.5 | TiAℓN | 6,350 |
 |
SCP0545FL | 2 | φ1.25㎜〜φ5.0 ㎜ |
5 | 1.25 | 5 | 100 | 13 | 1.8 | 1.8 | TiAℓN | 6,930 |
 |
SCP0645FL | 2 | φ1.5㎜〜φ6.0 ㎜ |
6 | 1.5 | 6 | 100 | 15 | 2.2 | 2.2 | TiAℓN | 8,370 |
 |
SCP0345S | 2 | φ0.75㎜〜φ3.0 ㎜(強ねじれ) |
3 | 0.75 | 3 | 50 | 8 | 1.1 | 1.1 | TiAℓN | 3,500 |
 |
SCP0445S | 2 | φ1.0㎜〜φ4.0 ㎜(強ねじれ) |
4 | 1.0 | 4 | 50 | 10 | 1.5 | 1.5 | TiAℓN | 3,950 |
 |
SCP0545S | 2 | φ1.25㎜〜φ5.0 ㎜(強ねじれ) |
5 | 1.25 | 5 | 50 | 13 | 1.8 | 1.8 | TiAℓN | 4,310 |
 |
SCP0645S | 2 | φ1.5㎜〜φ6.0 ㎜(強ねじれ) |
6 | 1.5 | 6 | 50 | 15 | 2.2 | 2.2 | TiAℓN | 5,190 |
 |
SCP0345SL | 2 | φ0.75㎜〜φ3.0 ㎜(強ねじれ) |
3 | 0.75 | 3 | 100 | 8 | 1.1 | 1.1 | TiAℓN | 5,630 |
 |
SCP0445SL | 2 | φ1.0㎜〜φ4.0 ㎜(強ねじれ) |
4 | 1.0 | 4 | 100 | 10 | 1.5 | 1.5 | TiAℓN | 6,350 |
 |
SCP0545SL | 2 | φ1.25㎜〜φ5.0 ㎜(強ねじれ) |
5 | 1.25 | 5 | 100 | 13 | 1.8 | 1.8 | TiAℓN | 6,930 |
 |
SCP0645SL | 2 | φ1.5㎜〜φ6.0 ㎜(強ねじれ) |
6 | 1.5 | 6 | 100 | 15 | 2.2 | 2.2 | TiAℓN | 8,370 |
※価格(円)=希望小売価格(円)
被削材対応表
| 被削材 | 軟鋼 | 炭素鋼 | 合金鋼 | 焼入れ鋼 (HRC〜55) |
焼入れ鋼 (HRC55〜60) |
ステンレス | 鋳鉄 | 耐熱合金 | アルミ・樹脂・真鍮 |
|---|---|---|---|---|---|---|---|---|---|
| SS400 | S45C | SCM435 | SCM435 | SKD11 | SUS304 | ねずみ鋳鉄 | ニッケル合金 (インコネル・ハステロイ) |
A5052 | |
| その他 | S50C | SKD11 | SKD11 | SKH51 | SUS316 | ダクタイル鋳鉄 | 純チタン チタン合金 |
NCナイロン等 | |
| SCP○○45S | − | − | − | − | − | ◎ | ◎ | ◯ | △ |
| SCP○○45F | ◎ | ◎ | ◎ | ◯ | ◯ | − | ◯ | − | − |
切削条件/推奨チップ
-
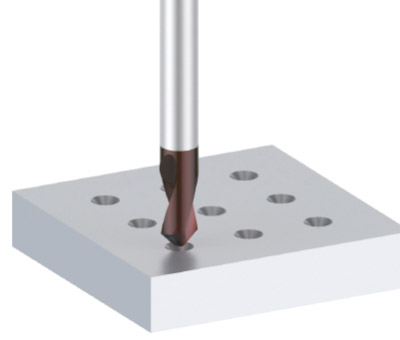
センターリング加工
-
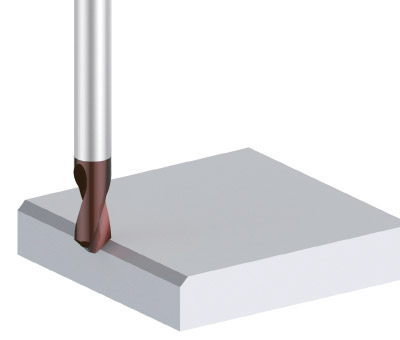
面取り加工
切削条件
センターリング・皿面取り加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~55 |
焼入れ鋼 HRC55~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.05〜0.1 | 0.05〜0.1 | 0.02〜0.08 | 0.02〜0.08 | 0.02〜0.03 | 0.05〜0.1 | 0.1〜0.2 | 0.1〜0.2 | 0.02〜0.03 |
| 切削速度(m/min) | 50〜100 | 50〜100 | 50〜100 | 15〜30 | 30〜60 | 50〜100 | 100〜200 | 100〜200 | 15〜30 |
| 目安回転数(r.p.m.) | 4,000 | 3,000 | 2,000 | 1,500 | 2,000 | 4,000 | 8,000 | 8,000 | 1,000 |
| クーラント | あり | あり | あり | あり | あり | なし | あり | あり | あり |
| 第一推奨工具 | SCP○○45F | SCP○○45F | SCP○○45F | SCP○○45F | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S |
※ボール盤では、ご使用になれません。
面取り加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~55 |
焼入れ鋼 HRC55~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.08〜0.12 | 0.08〜0.12 | 0.02〜0.08 | 0.02〜0.08 | 0.05〜0.1 | 0.08〜0.12 | 0.1〜0.2 | 0.1〜0.2 | 0.05〜0.1 |
| 切削速度(m/min) | 50〜100 | 50〜100 | 50〜100 | 15〜30 | 30〜60 | 50〜100 | 100〜200 | 100〜200 | 15〜30 |
| 目安回転数(r.p.m.) | 5,000 | 4,000 | 3,000 | 2,000 | 3,000 | 5,000 | 10,000 | 10,000 | 2,000 |
| クーラント | あり | あり | あり | あり | あり | なし | あり | あり | あり |
| 推奨工具 | SCP○○45F | SCP○○45F | SCP○○45F | SCP○○45F | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S |
V溝加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~55 |
焼入れ鋼 HRC55~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.05〜0.1 | 0.05〜0.1 | 0.02〜0.08 | − | 0.02〜0.03 | 0.05〜0.1 | 0.1〜0.2 | 0.1〜0.2 | 0.02〜0.03 |
| 切削速度(m/min) | 50〜100 | 50〜100 | 50〜100 | − | 30〜60 | 50〜100 | 100〜200 | 100〜200 | 15〜30 |
| 目安回転数(r.p.m.) | 4,000 | 3,000 | 2,000 | − | 2,000 | 4,000 | 8,000 | 8,000 | 1,000 |
| クーラント | あり | あり | あり | − | あり | なし | あり | あり | あり |
| 第一推奨工具 | SCP○○45F | SCP○○45F | SCP○○45F | − | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S |
※仕上げの場合は、なるべく条件を下げて加工して下さい。
※ワーク形状、クランプ状態、面取り量の大小、切刃位置により条件を調節して下さい。面取り量が大きい時はなるべく条件を下げて加工して下さい。
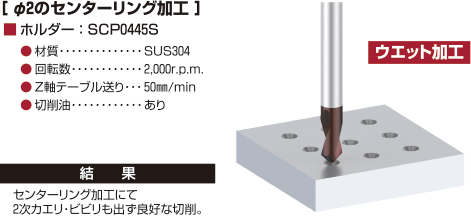
加工実例
センターリング加工での先端部分は、
特殊形状のため完全な頂角にはなりません。
再研磨はできません。











