
Products 製品情報

切削条件/推奨チップ
-
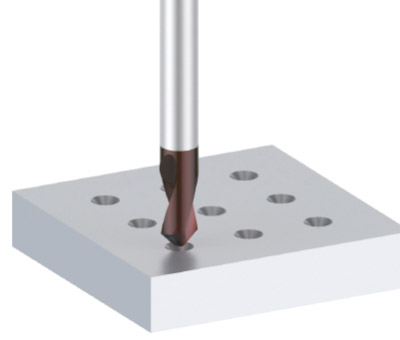
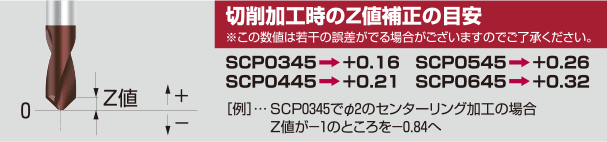
センターリング加工
-
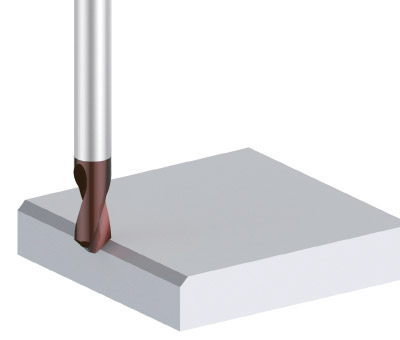
面取り加工
切削条件
センターリング・皿面取り加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~55 |
焼入れ鋼 HRC55~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.05〜0.1 | 0.05〜0.1 | 0.02〜0.08 | 0.02〜0.08 | 0.02〜0.03 | 0.05〜0.1 | 0.1〜0.2 | 0.1〜0.2 | 0.02〜0.03 |
| 切削速度(m/min) | 50〜100 | 50〜100 | 50〜100 | 15〜30 | 30〜60 | 50〜100 | 100〜200 | 100〜200 | 15〜30 |
| 目安回転数(r.p.m.) | 4,000 | 3,000 | 2,000 | 1,500 | 2,000 | 4,000 | 8,000 | 8,000 | 1,000 |
| クーラント | あり | あり | あり | あり | あり | なし | あり | あり | あり |
| 第一推奨工具 | SCP○○45F | SCP○○45F | SCP○○45F | SCP○○45F | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S |
※ボール盤では、ご使用になれません。
面取り加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~55 |
焼入れ鋼 HRC55~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.08〜0.12 | 0.08〜0.12 | 0.02〜0.08 | 0.02〜0.08 | 0.05〜0.1 | 0.08〜0.12 | 0.1〜0.2 | 0.1〜0.2 | 0.05〜0.1 |
| 切削速度(m/min) | 50〜100 | 50〜100 | 50〜100 | 15〜30 | 30〜60 | 50〜100 | 100〜200 | 100〜200 | 15〜30 |
| 目安回転数(r.p.m.) | 5,000 | 4,000 | 3,000 | 2,000 | 3,000 | 5,000 | 10,000 | 10,000 | 2,000 |
| クーラント | あり | あり | あり | あり | あり | なし | あり | あり | あり |
| 推奨工具 | SCP○○45F | SCP○○45F | SCP○○45F | SCP○○45F | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S |
V溝加工
| 切削条件/被削材質 | 一般鋼 | 合金鋼 | 焼入れ鋼 HRC~55 |
焼入れ鋼 HRC55~65 |
ステンレス | 鋳鉄 | 樹脂 | アルミ | チタン・チタン合金 ニッケル合金 |
|---|---|---|---|---|---|---|---|---|---|
| 刃当り送り(fz) | 0.05〜0.1 | 0.05〜0.1 | 0.02〜0.08 | − | 0.02〜0.03 | 0.05〜0.1 | 0.1〜0.2 | 0.1〜0.2 | 0.02〜0.03 |
| 切削速度(m/min) | 50〜100 | 50〜100 | 50〜100 | − | 30〜60 | 50〜100 | 100〜200 | 100〜200 | 15〜30 |
| 目安回転数(r.p.m.) | 4,000 | 3,000 | 2,000 | − | 2,000 | 4,000 | 8,000 | 8,000 | 1,000 |
| クーラント | あり | あり | あり | − | あり | なし | あり | あり | あり |
| 第一推奨工具 | SCP○○45F | SCP○○45F | SCP○○45F | − | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S | SCP○○45S |
※仕上げの場合は、なるべく条件を下げて加工して下さい。
※ワーク形状、クランプ状態、面取り量の大小、切刃位置により条件を調節して下さい。面取り量が大きい時はなるべく条件を下げて加工して下さい。
加工実例

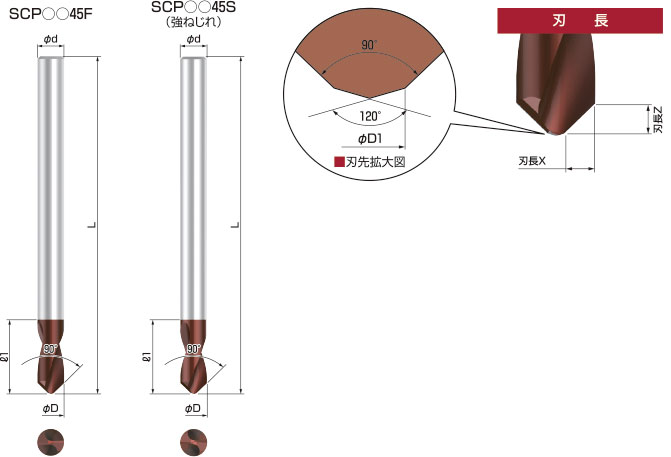
センターリング加工での先端部分は、
特殊形状のため完全な頂角にはなりません。
再研磨はできません。














